
Износ – постепенная поверхностная разрушение материала с изменением геометрических форм и свойств поверхностных слоев деталей.
Бывает износ:
Нормальный;
Аварийный.
В зависимости от причин износ делится на 3 категории:
1. химический;
2. физический;
3. тепловой
Нормальный износ – изменение размеров, происходящее в короткий срок из-за неправильного монтажа, эксплуатации и технического обслуживания.
Химический износ – заключается в образовании на поверхности деталей тончайших слоев окиси с последующим отшелушиванием этих слоев. Происходящие разрушения сопровождаются появлением ржавчины, разъедания метала.
Физический износ – причиной может быть:
Значительные нагрузки;
Поверхностное трение;
Абразивное и механическое воздействие.
И при этом на деталях появляется:
Микротрещины;
Трещины;
Поверхность метала становится шероховатая.
Физический износ бывает:
Осповидный;
Усталостный;
Абразивный;
Тепловой износ – характеризуется возникновением и последующим разрушением молекулярных связей внутри металла. Возникает из-за повышенной или пониженной температуры.
Причины, влияющие на износ:
1. Качество материала деталей.
Как правило для большинства деталей износоустойчивость тем выше, чем тверже их поверхность, но не всегда степень твердости прямо пропорциональна износоустойчивости
Материалы, обладающие только большой твердостью имеют высокую износоустойчивость. Однако при этом возрастает вероятность появления рисок и отрывов частиц материала. Поэтому такие детали должны обладать высокой вязкостью, которая препятствуют отрыву частиц. Если две детали из однородных материалов испытывают трение, то следовательно с повышением коэффициента трения они быстро изнашиваются, следовательно более дорогие и трудно заменяемые детали нужно изготовлять из более твердого, качественного и дорогого материала, а более дешевые простые детали изготавливать из материала с низким коэффициентом трения.
2. Качество обработки поверхности детали.
Установлено три периода износа детали:
Начальный период приработки – характеризуется быстрым увеличением зазора подвижных соединений;
Период установившегося износа – наблюдается медленное, постепенное изнашивание;
Период быстрого, нарастающего износа – вызываемый значительным повышением зазоров и изменением геометрических форм деталей.
Для повышения срока службы деталей необходимо:
Сократить максимально первый период, путем очень точной и чистой обработки деталей;
Повысить максимально второй период;
Предотвратить третий период.
3. Смазка.
Слой смазки, вводимой между трущимися деталями попадая, заполняет все шероховатости и неровности и уменьшает трение и износ во много раз.
4. Скорость движения деталей и удельное давление.
На основании опытных данных установлено, что при нормальных удельных нагрузках и скоростях движения от 0,05 до 0,7 разрыва масляного слоя не происходит и деталь работает долго. Если повысить нагрузку, то износ детали возрастет многократно.
5. Нарушение жесткости в неподвижных деталях.
6. Нарушение посадок.
7. Нарушение взаиморасположения деталей в сопряжениях.
Износ деталей машин зависит от:
условий трения
свойств материалов
конструкции
Износ можно рассматривать как механический процесс, осложнённый действием физических и химических факторов, вызывающих снижение прочности микрообъёмов поверхностного слоя.
По условиям внешнего воздействия на поверхностный слой различают износ:
абразивный (закрепленным или незакрепленным абразивом, газоабразивный, гидроабразивный)
кавитационный
адгезионный
окислительный
тепловой
усталостный
Абразивный[править | править вики-текст]
Сущность абразивного износа заключается в разрушении металла твердыми зернами абразива при пластическом деформировании и микрорезании трущихся поверхностей. Абразивный износ является ведущим для машин и оборудования горно-рудного производства, строительной, дорожной, почвообрабатывающей техники, инструмента производства кирпича, бетона и других строительных материалов.
Газоабразивный[править | править вики-текст]
Вызывается механическим действием твердых частиц, перемещаемых потоком газа. В этом случае разрушение металла происходит в результате срезания, выкрашивания, выбивания и многократного пластического деформирования его поверхностных микрообъемов. Этому виду износа подвержены детали трасс пневмотранспорта, лопатки пылевых вентиляторов и насосов, клапаны, корпусы и чаши загрузочных устройств доменных печей, сопла реактивных двигателей, работающих на твердом топливе и т. д.
Гидроабразивный[править | править вики-текст]
Гидроабразивный износ во многом сходен с газоабразивным, но носителем абразивных частиц является не газ, а жидкость. Гидроабразивному износу подвергаются рабочие колеса и улитки земснарядов и песковых насосов, лопасти и камеры гидротурбин, работающие на реках, несущих большое количество абразивных частиц, а также пульпопроводы гидротранспорта.
Кавитационый износ гребного винта
Этот вид износа заключается в разрушении поверхности металла под действием ударов газовых пузырьков, образующихся в обтекающем изделие высокоскоростном потоке жидкости при перепадах давления. Кавитацииподвержены гребные винты, лопасти и камеры проточного тракта гидротурбин, рабочие колеса и камеры различных гидромашин. Наличие коррозионной среды и абразивных частиц ускоряет процесс кавитационного изнашивания.
Адгезионный[править | править вики-текст]
Адгезионный износ при трении двух металлических поверхностей под нагрузкой происходит в условиях пластической деформации металла в точках контакта. Развитие деформации сопровождается сближением поверхностей вплоть до активизации сил сцепления между атомами контактирующих металлов и возникновением адгезии на ограниченных участках. Многократное повторение адгезионных связей с последующим их разрушением и отделением частиц металла составляет сущность адгезионного изнашивания. Этот вид износа происходит в подшипниках скольжения (коленчатые валы, оси, пальцы ковшевых цепей, ходовые части различных машин).
Тепловой[править | править вики-текст]
Тепловым износом называется процесс разрушения поверхностей деталей машин вследствие нагрева зоны трения до температуры размягчения металла. Разрушение при этом виде износа является следствием образования металлических связей: между контактирующими поверхностями, смятия, налипания и оплавления металла. Этот вид износа распространён в деталях тяжело нагруженных быстроходных машин, валки горячей прокатки, ножи для горячей резки проката, штампы для горячей штамповки, прессформы для литья под давлением, прошивной инструмент горячей прокатки труб.
Фреттинговый[править | править вики-текст]
Фреттинговый износ - механический износ тел, пребывающих в контакте, в условиях малых колебательных перемещений. Достаточны относительные перемещения поверхностей с амплитудой от 0,025 мкм. Микросмещения соединённых поверхностей происходят вследствие деформаций деталей в условиях нагружения и вибраций, сопровождающих работу машин и оборудования. Фреттинговый износ возникает, например, в заклёпочных, резьбовых, шлицевых, шпоночных и штифтовых соединениях.
Окислительный[править | править вики-текст]
Окислительный износ - процесс коррозионного износа, при котором доминирует химическая реакция с кислородом или окислительной окружающей средой. Тип износа в результате скольжения между двумя металлическими компонентами, при котором образуется оксидная пленка на металлических поверхностях. Эта оксидная пленка предотвращает металлическое сцепление между поверхностями скольжения, что приводит к формированию продуктов износа и снижению уровня сцепления.
Усталостный[править | править вики-текст]
Усталостный износ - износ вследствие усталостного разрушения поверхностного слоя материала при многократном действии нагрузки, приводящем к зарождению и распространению внутри сильно деформированного слоя трещин, преимущественно параллельных поверхности, которые вызывают отделение в форме тонких чешуек материала. Усталостный износ характерен для роликов (шариков) в подшипниках качения, железнодорожных колёс и рельсов и т. п. Усталостный износ часто называют контактно-усталостным износом.
Коррозионный износ это?
Коррозионный износ деталей происходит в результате разрушения металлов от химических, тепловых и электрохимических воздействий. Металлы коррозируются от действия воды и различных кислот, в результате чего возникают процессы окисления поверхностей деталей (ржавчина и др. -), а это приводит к их износу и порче. С, например у клапанов, поршней, поршневых колец, лод влиянием теплового воздействия и окислительных процессов выгорает и окисляется металл деталей и изменяется структура его поверхностного слоя, вследствие чего ухудшаются механические свойства деталей.
Коррозионный износ деталей определяется также исходным значением щелочности и скоростью ее изменения. Чем больше проработало масло, тем ниже становится показатель щелочности. Поэтому показатель щелочности вводится в число показате-лей качества масла.
Коррозионный износ выражается в разрушении металлов при химическом или электрохимическом взаимодействии их с окружающей средой. Металлы разрушаются при взаимодействии с жидкими и газообразными продуктами, а также в результате окислительно-восстановительных процессов взаимодействия с окружающей атмосферой.
Для аппаратов химической промышленности коррозионный износ является наиболее частой причиной выхода их из строя.
По характеру разрушений коррозия может быть сплошной (по всей поверхности металла) и местной (в виде отдельных язвин, пятен, сквозных отверстий, трещин). При сплошной коррозии долговечность аппарата определяется припуском на коррозию; при местной коррозии долговечность аппарата может быть определена только с помощью методов теории надежности.
В химической промышленности отказы аппаратуры распределяются по видам коррозии следующим образом:
1) коррозионное растрескивание – 35 %;
2) дырочная коррозия – 20 %;
3) общая (равномерная) коррозия – 18 %;
4) межкристаллитная коррозия – 16 %;
5) другие виды коррозии – 11 %.
В наибольшей степени коррозии подвержены:
1) места с высокой линейной скоростью среды (например, у входного и выходного штуцеров при большой скорости среды происходит разрушение защитных пленок металла);
2) участки с остаточными напряжениями, в которых имеет место коррозионное растрескивание (чаще всего это сварные швы, а также штампованные или точеные детали, с которых не снято напряжение);
3) застойные зоны, в которых может скапливаться жидкость (поэтому в аппаратах необходимо предусматривать сливные отверстия);
4) зоны нагрева (при повышении температуры скорость коррозии резко увеличивается);
5) узлы трения (механический износ при воздействии агрессивной среды усиливается, изменяются также свойства смазки).
1. Сущность явления износа
Срок службы промышленного оборудования определяется износом его деталей - изменением размеров, формы, массы или состояния их поверхностей вследствие изнашивания, т. е. остаточной деформации от постоянно действующих нагрузок либо из-за разрушения поверхностного слоя при трении.
Величина износа характеризуется установленными единицами длины, объема, массы и др. Определяется износ по изменению зазоров между сопрягаемыми поверхностями деталей, появлению течи в уплотнениях, уменьшению точности обработки изделия и др. Износы бывают нормальными и аварийными. Нормальным, или естественным, называют износ, который возникает при правильной, но длительной эксплуатации машины, т. е. в результате использования заданного ресурса ее работы.
Аварийным (или прогрессирующем) называют износ , наступающий в течение короткого времени и достигающий таких размеров, что дальнейшая эксплуатация машины становится невозможной.
2. Виды и характер износа деталей.
Виды износа различают в соответствии с существующими видами изнашиваниями:
Механический;
Абразивный;
Усталостный;
Коррозионный и др.
Механический износ является результатом действия сил трения при скольжении одной детали по другой. При этом виде износа происходит истирание (срезание) поверхностного слоя металла и искажение геометрических размеров у совместно работающих деталей. Износ этого вида чаще всего возникает при работе таких распространенных сопряжений деталей, как вал - подшипник, станина - стол, поршень - цилиндр и др.
Степень и характер механического износа деталей зависят от многих факторов:
Физико-механических свойств верхних слоев металла;
Условия работы и характера взаимодействия сопрягаемых поверхностей;
Давление;
Относительной скорости перемещения;
Условий смазывания; степени шероховатости и др.
Наиболее разрушительное действие на детали оказывает абразивное изнашивание, которое наблюдается в тех случаях, когда трущиеся поверхности загрязняются мелкими абразивными и металлическими частицами. Обычно такие частицы попадают на трущиеся поверхности при обработке на станке литых заготовок.
Механический износ может вызываться и плохим обслуживанием оборудования, например нарушениями в подаче смазки, недоброкачественным ремонтом и несоблюдением его сроков, мощностной перегрузкой и т. д.
Усталостный износ является результатом действия на деталь переменных нагрузок, вызывающих усталость материала детали и его разрушение. Валы, пружины и другие детали разрушаются вследствие усталости материала в поперечном сечении. Для предотвращения усталостного разрушения важно правильно выбрать форму поперечного сечения вновь изготовляемой или ремонтируемой детали: она не должна иметь резких переходов от одного размера к другому. Рабочая поверхность исключает наличие рисок и царапин, которые являются концентратами напряжения.
Коррозионный износ является результатом изнашивания деталей машин и установок, находящихся под непосредственным воздействием воды, воздуха, химических веществ, колебаний температуры.
Под влиянием коррозии в деталях образуются глубокие разъедания, поверхность становится губчатой, теряет механическую прочность.
Обычно коррозионный износ сопровождается и механическим износом вследствие сопряжения одной детали с другой. В этом случае происходит так называемый коррозионно-механический, т.е. комплексный износ.
Износ при заедании возникает в результате прилипания («схватывания») одной поверхности к другой. Это явление наблюдается при недостаточной смазке, а также значительном давлении, при котором две сопрягаемые поверхности сближаются настолько плотно, что между ними начинают действовать молекулярные силы, приводящие к их схватыванию.
Характер механического износа деталей. Механический износ деталей оборудования может быть полным, если повреждена вся
поверхность детали, или местным, если поврежден какой-либо ее участок (рис.1).
В результате износа направляющих станков нарушаются их плоскостность, прямолинейность и параллельность вследствие действия на поверхности скольжения неодинаковых нагрузок. Например, прямолинейные направляющие 2 станка (рис. 1, а) под влиянием больших местных нагрузок приобретают вогнутость в средней части (местный износ), а сопрягаемые с ними короткие направляющие 1 стола становятся выпуклыми.
В подшипниках качения вследствие различных причин (рис. 2, а-г)

износу подвержены рабочие поверхности - на них появляются оспинки, наблюдается шелушение поверхностей беговых дорожек и шариков. Под действием динамических нагрузок происходит их усталостное разрушение; под влиянием излишне плотных посадок подшипников на вал и в корпус шарики и ролики защемляются между кольцами, в результате чего возможны перекосы колец при монтаже и другие нежелательные последствия.
Различные поверхности скольжения также подвержены характерным видам износа (рис. 3).

В процессе эксплуатации зубчатых передач вследствие контактной усталости материала рабочих поверхностей зубьев и под действием касательных напряжений возникает выкрашивание рабочих поверхностей, приводящее к образованию ямок на поверхности трения (рис. 3, а).
Разрушение рабочих поверхностей зубьев вследствие интенсивного выкрашивания (рис. 3, б) часто называют отслаиванием (происходит отделение от поверхности трения материала в форме чешуек).
На рис. 3, в показана поверхность, разрушенная коррозией. Поверхность чугунного порошкового кольца (рис. 3, г) повреждена вследствие эрозионного изнашивания, которое происходит при движении поршня в цилиндре относительно жидкости; находящиеся в жидкости пузырьки газа лопаются вблизи поверхности поршня, что создает местное повышение давления или температуры и вызывает износ деталей.
3. Признаки износа.
Об износе деталей машины или станка можно судить по характеру их работы. В машинах, имеющих коленчатые валы с шатунами (двигатели внутреннего сгорания и паровые, компрессоры, эксцентриковые прессы, насосы и др.), появление износа определяют по глухому стуку в местах сопряжений деталей (он тем сильнее, чем больше износ).
Шум в зубчатых передачах - признак износа профиля зубьев. Глухие и резкие толчки ощущаются каждый раз, когда меняется направление вращения или прямолинейного движения в случаях износа деталей шпоночных и шлицевых соединений.
Следы дробления на обтачиваемом валике, установленном в коническом отверстии шпинделя, свидетельствует об увеличении зазора между шейками шпинделя и его подшипниками вследствие их износа. Если обрабатываемая на токарном станке заготовка получается конической, значит изношены подшипники шпинделя (главным образом передний) и направляющие станины. Увеличение мертвого хода, укрепленных на винтах рукояток сверх допустимого - свидетельство износа резьбы винтов и гаек.
Об износе деталей машин часто судят по появившимся на них царапинам, бороздкам и забоинам, а также по изменению их формы. В некоторых случаях проверку осуществляют с помощью молотка: дребезжащий звук при обстукивании детали молотком свидетельствует о наличии в ней значительных трещин.
О работе сборочных единиц с подшипниками качения можно судить по характеру издаваемого ими шума. Лучше всего выполнять такую проверку специальным прибором - стетоскопом .
Работу подшипника можно проверять и по нагреву, определяемому на ощупь наружной стороной кисти руки, которая безболезненно выдерживает температуру до 60 °С.
Тугое проворачивание вала свидетельствует об отсутствии соосности между ним и подшипником или о чрезмерно тугой посадке подшипника на валу или в корпусе и т.д.
4. Способы обнаружения дефектов и восстановления деталей.
Большинство крупных и средних механических дефектов обнаруживают при внешнем осмотре. Для обнаружения мелких трещин можно использовать различные методы дефектоскопии. Наиболее простые капиллярные методы. Если, например, опустить деталь на 15-30 мин в керосин, то при наличии трещин жидкость проникает в них. После тщательной протирки, поверхности детали покрывают тонким слоем мела; мел поглощает керосин из трещин, в результате чего на поверхности появляются темные полосы, указывающие местонахождение дефекта.
Для более точного обнаружения трещин применяют жидкости, которые светятся при облучении ультрафиолетовыми лучами (капиллярный люминесцентный метод). Такой жидкостью является, например, смесь из 5 частей керосина, 2,5 частей трансформаторного масла и 2,5 частей бензина. Деталь погружают на 10-15 мин в жидкость, затем промывают и просушивают, после чего облучают ультрафиолетовыми лучами (ртутно-кварцевой лампой). В местах трещин появляется светло-зеленое свечение.
Трещины обнаруживают также методами магнитной дефектоскопии. Деталь намагничивают и смачивают магнитной суспензией (порошок окиси железа, размешанный в масле, керосине или водно!-мыльном растворе). В местах трещин образуются скопления порошка (рис. 4, а).

Продольные трещины обнаруживают при прохождении магнитных линий по окружности детали (рис. 4, б), а поперечные трещины - при продольном намагничивании (рис.4, в).
Дефекты, расположенные внутри материала, обнаруживают рентгеноскопическим методом. Рентгеновские лучи, проходя через проверяемую деталь, попадают на чувствительную пленку, на которой пустоты проявляются как более темные пятна, а плотные инородные включения - как более светлые пятна.
В настоящее время распространен ультразвуковой метод обнаружения трещин и других скрытых дефектов. К исследуемой детали прикладывают ультразвуковой зонд, основной частью которого является кристаллический генератор механических колебаний высокой частоты (0,5-10 МГц). Эти колебания, проходя через материал детали, отражаются от внутренних границ (внутренних трещин, поверхностей разрыва, раковин и т. д.) и попадают обратно в зонд. Прибор регистрирует время запаздывания отраженных волн относительно излученных. Чем больше это время, тем больше глубина, на которой расположен дефект.
Восстановление деталей и механизмов станков осуществляют следующими методами. Обработка резанием - метод ремонтных размеров - применяют для восстановления точности направляющих станков, изношенных отверстий или шеек различных деталей, резьбы ходовых винтов и др.
Ремонтным называют размер , до которого обрабатывают изношенную поверхность при восстановлении детали. Различают свободные и регламентированные размеры.
Сваркой исправляют детали с изломами, трещинами, сколами.
Наплавка является разновидностью сварки и заключается в том, что на изношенный участок наплавляют присадочный материал, более износостойкий, чем материал основной детали.
Широкое распространение получил способ восстановления деталей из чугуна методом сварка - пайка латунной проволокой и прутками из медно-цинковых оловянных сплавов. Этот способ не требует нагрева свариваемых кромок до расплавления, а лишь до температуры плавления припоя.
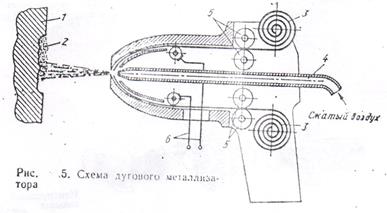
Металлизация заключается в расплавлении металла и распылении его струей сжатого воздуха на мелкие частицы, которые внедряются в неровности поверхности, сцепляясь с ними. Металлизацией может быть наращен слой от 0,03 до 10 мм и выше.
Металлизационные установки могут быть газовые (металл плавится в пламени газовой горелки) и дуговые (схема которого показана на рис.5).
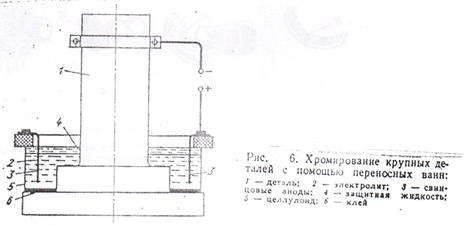
Хромирование представляет собой процесс восстановления изношенной поверхности детали осаждением хрома электролитическим путем(рис.6), толщина хромирования до 0.1 мм.
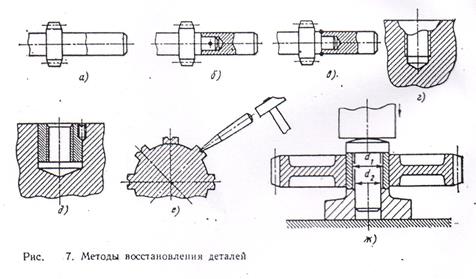
Все многообразие методов ремонта наглядно представлено на рис.7.
5. Модернизация станков.
При капитальном ремонте желательно осуществлять модернизацию станков с учетом условий эксплуатации и последних достижений науки и техники.
Под модернизацией станков понимают внесение в конструкцию частичных изменений и усовершенствований в целях повышения их технического уровня до уровня современных моделей аналогичного назначения (общетехническая модернизация) или для решения конкретных технологических задач производства путем приспособления оборудования к более качественному выполнению определенного вида работ (технологическая модернизация). В результате модернизации повышается производительность оборудования, уменьшаются эксплуатационные расходы, снижается брак, а в ряде случаев увеличивается длительность межремонтного периода.
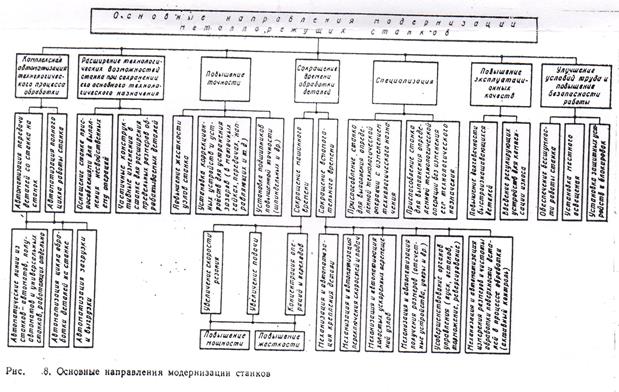
Представление об основных направлениях модернизации металлорежущих станков дает схема, приведенная на рисунке 8.
ЛЕКИЦЯ №6.
1.Техническая диагностика оборудования.
Техническое диагностирование (ТД) – элемент Системы ППР, позволяющий изучать и устанавливать признаки неисправности (работоспособности) оборудования, устанавливать методы и средства, при помощи которых дается заключение (ставится диагноз) о наличии (отсутствии) неисправностей (дефектов). Действуя на основе изучения динамики изменения показателей технического состояния оборудования, ТД решает вопросы прогнозирования (предвидения) остаточного ресурса и безотказной работы оборудования в течение определенного промежутка времени.
Техническая диагностика исходит из положения, что любое оборудование или его составная часть может быть в двух состояниях – исправном и неисправном. Исправное оборудование всегда работоспособно, оно отвечает всем требованиям ТУ, установленных заводом-изготовителем. Неисправное (дефектное) оборудование может быть как работоспособно, так и неработоспособно, т. е. в состоянии отказа. Отказы являются следствием износа или разрегулировки узлов.
Техническая диагностика направлена в основном на поиск и анализ внутренних причин отказа. Наружные причины определяются визуально, при помощи измерительного инструмента, несложных приспособлений.
Особенность ТД состоит в том, что она измеряет и определяет техническое состояние оборудования и его составных частей в процессе эксплуатации, направляет свои усилия на поиск дефектов. Зная техническое состояние отдельных частей оборудования на момент диагностирования и величину дефекта, при котором нарушается его работоспособность, можно предсказать срок безотказной работы оборудования до очередного планового ремонта, предусмотренного нормативами периодичности Системы ППР.
Заложенные в основу ППР нормативы периодичности являются опытно усредненными величинами. Но Любые усредненные величины имеют свой существенный недостаток: даже при наличии ряда уточняющих коэффициентов они не дают полной объективной оценки технического состояния оборудования и необходимости вывода в плановый ремонт. Почти всегда присутствуют два лишних варианта: остаточный ресурс оборудования далеко не исчерпан, остаточный ресурс не обеспечивает безаварийную работу до очередного планового ремонта. Оба варианта не обеспечивают требование Федерального закона № 57-ФЗ об установлении сроков полезного использования основных фондов путем объективной оценки потребности его постановки в ремонт или вывода из дальнейшей эксплуатации.
Объективным методом оценки потребности оборудования в ремонте является постоянный или периодический контроль технического состояния объекта с проведением ремонтов лишь в случае, когда износ деталей и узлов достиг предельной величины, не гарантирующей безопасной, безотказной и экономичной эксплуатации оборудования. Такой контроль может быть достигнут средствами ТД, а сам метод становится составной частью Системы ППР (контроля).
Другой задачей ТД является прогнозирование остаточного ресурса оборудования и установления срока его безотказной работы без ремонта (особенно капитального), т. е. корректировка структуры ремонтного цикла.
Техническое диагностирование успешно решает эти задачи при любой стратегии ремонта, особенно стратегии по техническому состоянию оборудования.
Основным принципом диагностирования является сравнение регламентированного значения параметра функционирования или параметра технического состояния оборудования с фактическим при помощи средств диагностики. Под параметром здесь и далее согласно ГОСТ 19919-74 понимается характеристика оборудования, отображающая физическую величину его функционирования или технического состояния.
Целями ТД являются:
Контроль параметров функционирования, т. е. хода технологического процесса, с целью его оптимизации;
Контроль изменяющихся в процессе эксплуатации параметров технического состояния оборудования, сравнение их фактических значений с предельными значениями и определение необходимости проведения ТО и ремонта;
Прогнозирование ресурса (срока службы) оборудования, агрегатов и узлов с целью их замены или вывода в ремонт.
2. Требования к оборудованию, переводимому на техническое диагностирование.
В соответствии с ГОСТ 26656-85 и ГОСТ 2.103-68 при переводе оборудования на стратегию ремонта по техническому состоянию в первую очередь решается вопрос о его приспособленности для установки на нем средств ТД.
О приспособленности находящегося в эксплуатации оборудования к ТД судят по соблюдению показателей надежности и наличию мест для установки диагностической аппаратуры (датчиков, приборов, монтажных схем).
Далее определяют перечень оборудования, подлежащего ТД, по степени его влияния на мощностные (производственные) показатели производства по выпуску продукции, а также на основе результатов выявления «узких мест» по надежности в технологических процессах. К этому оборудованию, как правило, предъявляются повышенные требования надежности.
В соответствии с ГОСТ 27518-87 конструкция оборудования должна быть приспособлена для ТД.
Для обеспечения приспособленности оборудования к ТД его конструкция должна предусматривать:
Возможность доступа к контрольным точкам путем вскрытия технологических крышек и люков;
Наличие установочных баз (площадок) для установки виброметров;
Возможность подключения и размещения в закрытых жидкостных системах средств ТД (манометров, расходометров, гидротесторов в жидкостных системах) и подключение их к контрольным точкам;
Возможность многократного присоединения и отсоединения средств ТД без повреждения устройств сопряжения и самого оборудования в результате нарушения герметичности, загрязнения, попадания посторонних предметов во внутренние полости и т. д.
Перечень работ по обеспечению приспособленности оборудования к ТД приводится в техническом задании на модернизацию переводимого на ТД оборудования.
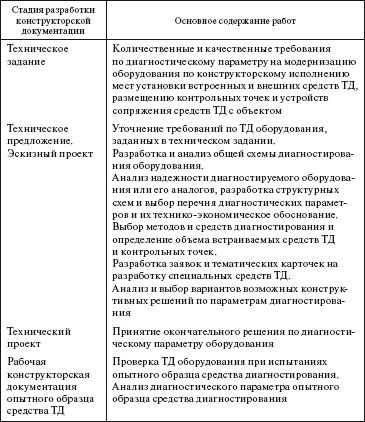
После определения перечня оборудования, переводимого на ремонт по техническому состоянию, подготавливается исполнительная техническая документация по разработке и внедрению средств ТД и необходимой модернизации оборудования. Перечень и очередность разработки исполнительной документации приведены в табл. 1.
3. Выбор диагностических параметров и методов технического диагностирования.
Прежде всего, определяются параметры, подлежащие постоянному или периодическому контролю для проверки алгоритма функционирования и обеспечения оптимальных режимов работы (технического состояния) оборудования.
По всем агрегатам и узлам оборудования составляется перечень возможных отказов. Предварительно проводится сбор данных об отказах оборудования, оснащаемого средствами ТД, или его аналогов. Анализируется механизм возникновения и развития каждого отказа и намечаются диагностические параметры, контроль которых, плановое техническое обслуживание и текущий ремонт могут предотвратить отказ. Анализ отказов рекомендуется проводить по форме, представленной в табл. 2.

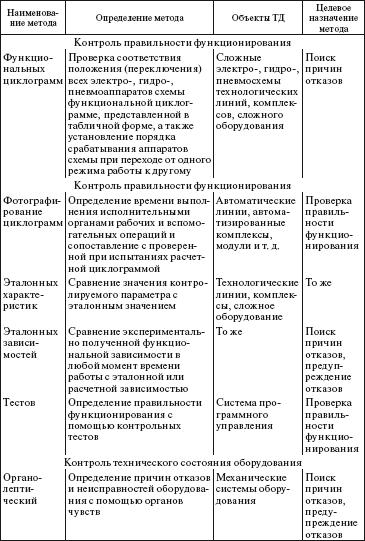
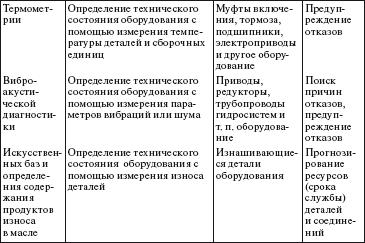
По всем отказам намечаются диагностические параметры, контроль которых поможет оперативно отыскать причину отказа, и метод ТД (см. табл.3).
Определяется номенклатура деталей, износ которых приводит к отказу.
На практике получили распространение диагностические признаки (параметры), которые можно разделить на три группы:
1) Параметры рабочих процессов
(динамика изменения давления, усилия, энергии), непосредственно характеризующие техническое состояние оборудования;
2) Параметры сопутствующих процессов или явлений
(тепловое поле, шумы, вибрации и др.), косвенно характеризующие техническое состояние;
3) Параметры структурные
(зазоры в сопряжениях, износ деталей и др.), непосредственно характеризующие состояние конструктивных элементов оборудования.
Исследуется возможность сокращения числа контролируемых параметров за счет применения обобщенных (комплексных) параметров.
Для удобства и наглядности методов и средств ТД разрабатываются функциональные схемы контроля параметров технологических процессов и технического состояния оборудования.
При выборе методов ТД учитывают следующие основные критерии оценки его качества:
Экономическая эффективность процесса ТД;
Достоверность ТД;
Наличие выпускаемых датчиков и приборов;
Универсальность методов и средств ТД.
По результатам анализа отказов оборудования разрабатываются мероприятия по повышению надежности оборудования, в том числе разработка средств ТД.
4. Средства технической диагностики.
По исполнению средства разделяются на:
- внешние - не являющиеся составной частью объекта диагностирования;
- встроенные - с системой измерительных преобразователей(датчиков) входных сигналов, выполненных в общей конструкции с оборудованием диагностирования как его составная часть.
Внешние средства ТД подразделяют на: стационарные , передвижные и переносные .
Если принято решение о диагностировании оборудования внешними средствами, то в нем должны быть предусмотрены контрольные точки, а в руководстве по эксплуатации средств ТД необходимо указать их расположение и описать технологию контроля.
Встраиваемые средства ТД контролируют параметры, выход значений которых за нормативные (предельные) значения влечет за собой аварийную ситуацию и зачастую не может быть предсказан заранее в периоды технического обслуживания.
По степени автоматизации процесса управления средства ТД подразделяют на автоматические, с ручным управлением (неавтоматические) и с автоматизированно-ручным управлением.
Возможности автоматизации диагностирования значительно расширяются при использовании современной компьютерной техники.
При создании средств ТД для технологического оборудования могут применяться различные преобразователи (датчики) неэлектрических величин в электрические сигналы, аналого-цифровые преобразователи аналоговых сигналов в эквивалентные значения цифрового кода, сенсорные подсистемы технического зрения.
К конструкциям и типам преобразователей, применяемых для средств ТД, рекомендуется предъявлять следующие требования:
Малогабаритность и простота конструкций;
Приспособленность для размещения в местах с ограниченным объемом размещения аппаратуры;
Возможность многократной установки и снятия датчиков при минимальной трудоемкости и без монтажа оборудования;
Соответствие метрологических характеристик датчиков информационным характеристикам диагностических параметров;
Высокая надежность и помехоустойчивость включая возможность эксплуатации в условиях электромагнитных помех, колебаний напряжения и частоты питания;
Устойчивость к механическим воздействиям(удары, вибрации) и к изменению параметров окружающей среды(температура, давление, влажность);
Простота регулирования и обслуживания.
Заключительным этапом создания и внедрения средств ТД является разработка документации.
Эксплуатационная конструкторская документация;
Технологическая документация;
Документация на организацию диагностирования.
Кроме эксплуатационной, технологической и организационной документации на каждый переводимый объект разрабатываются программы прогнозирования остаточного и прогнозируемого ресурса.
ЛЕКЦИЯ №7.
1. Принципы современного сервиса.
Существует ряд общепринятых норм, соблюдение которых предостерегает от ошибок:
· Обязательность предложения. В глобальном масштабе компании, производящие высококачественные товары, но плохо обеспечивающие их сопутствующими услугами, ставят себя в очень невыгодное положение.
· Необязательность использования. Фирма не должна навязывать клиенту сервис.
· Эластичность сервиса. Пакет сервисных мероприятий фирмы может быть достаточно широк: от минимально необходимых до максимально целесообразных.
· Удобство сервиса. Сервис должен представляться в том месте, в такое время и в такой форме, которые устраивают покупателя.
Техническая адекватность сервиса.
Современные предприятия все в большей мере оснащаются новейшей техникой, резко усложняющий собственно технологию изготовления изделий. И если технический уровень оборудования и технологии сервиса не будет адекватен производственному, то трудно рассчитывать на необходимые качества сервиса.
· Информационная отдача сервиса. Руководство фирмы должно прислушиваться к информации, которую может выдать служба сервиса относительно эксплуатации товаров, об оценках и мнениях клиентов, поведении и приемов сервиса конкурентов и т.д.
· Разумная ценовая политика. Сервис должен быть не столько источником дополнительной прибыли, сколько стимулом для приобретения товаров фирмы и инструментом укрепления доверия покупателей.
· Гарантированное соответствие производства сервису. Добросовестно относящийся к потребителю производитель будет строго и жестко соразмерять свои производственные мощности с возможностями сервиса и никогда не поставит клиента в условия «обслужи себя сам».
2. Основные задачи системы сервиса.
В общем случае основными задачами в сервисе являются:
Консультирование потенциальных покупателей перед приобретением изделий данного предприятия, позволяющее им сделать осознанный выбор.
Подготовка персонала покупателя или его самого к наиболее эффективной и безопасной эксплуатации приобретенной техники.
Передача необходимой технической документации.
Предпродажная подготовка изделия во избежание малейшей возможности отказа в его работе во время демонстрации потенциальному покупателю.
Доставка изделия к месту его эксплуатации таким образом, чтобы свести к минимуму вероятность его повреждения в пути.
Приведение техники в рабочее состояние на месте эксплуатации (установка, монтаж) и демонстрация его покупателю в действии.
Обеспечение полной готовности изделия к эксплуатации в течение всего срока нахождения его у потребителя.
Оперативная поставка запасных частей и содержание для этого необходимой сети складов, тесный контакт с изготовителем запасных частей.
Сбор и систематизация информации о том, как эксплуатируется техника потребителем (условия, продолжительность, квалификация персонала и т.д.) и какие высказываются при этом жалобы, замечания, предложения.
Участие в совершенствовании и модернизации потребляемых изделий на основе анализа полученной информации.
Сбор и систематизация информации о том, как ведут сервисную работу конкуренты, какие новшества они предлагают клиентам.
Формирование постоянной клиентуры рынка по принципу: «Вы покупаете наш товар и используете его, мы делаем все остальное»
Помощь службе маркетинга предприятия в анализе и оценке рынков, покупателей и товара.
3. Виды сервиса по времени его осуществления.
По временным параметрам сервис разделяется на предпродажный и послепродажный, а послепродажный в свою очередь – на гарантийный и послегарантийный.
1. Предпродажный сервис
Всегда бесплатен и предусматривает подготовку изделия для представлению потенциальному или реальному покупателю. Предпродажный сервис, в принципе, включает 6 основных элементов:
Проверка;
Консервация;
Укомплектовывание необходимой технической документации, инструкциями о пуске, эксплуатации, техническом обслуживании, элементарных ремонтов и др. информация(на соответствующем языке);
Расконсервация и проверка перед продажей;
Демонстрация;
Консервация и передача потребителю.
2. Послепродажный сервис
Послепродажный сервис делится на гарантийный и послегарантийный по чисто формальному признаку: «бесплатно» (в первом случае) или за плату (во втором) производятся предусмотренные сервисным перечнем работы. Формальность здесь заключается в том, что стоимость работ, запасных частей и материалов в гарантийный период входит в продажную цену или в иные (послегарантийные) услуги.
Сервис в гарантийный период охватывает принятые на гарантийный период виды ответственности, зависящие от продукции, заключенного договора и политики конкурентов. В принципе, он включает:
1) расконсрвацию при потребителе;
2) монтаж и пуск;
3) проверку и настройку;
4) обучение работников правильной эксплуатации;
5) обучение специалистов потребителя поддерживающему сервису;
6) наблюдение изделия(системы) эксплуатации;
7) осуществление предписанного технического обслуживания;
8) осуществление(при необходимости) ремонта;
9) поставку запасных частей.
Предложенный перечень услуг в основном относится к сложной дорогостоящей технике производственного назначения.
Сервис в послегарантийный период включает аналогичные услуги, наиболее распространенными из которых являются:
Наблюдение за изделием в эксплуатации;
Повторное обучение клиентов;
Разнообразная техническая помощь;
Обеспечение запасными частями;
Ремонт(при необходимости);
Модернизация изделия(по согласованию с заказчиком).
Существенное отличие послегарантийного сервиса состоит в том, что он осуществляется за плату, а его объем и цены определяются условиями контракта на данный вид сервиса, прейскурантами и иными подобными документами.
Таким образом, сервисная политика охватывает систему действий и решений, связанных с формированием у потребителя убеждения, что с покупкой конкретного изделия или комплекса он гарантирует себе надежные тылы и может концентрироваться на своих основных обязанностях.
Однако, следует подчеркнуть, что для формирования конкурентоспособной маркетинговой сервисной политики еще на этапе разработки продукта необходимо осуществить следующие действия:
а) изучение потребительского спроса по рынкам в той его части, которая связана с принятыми конкурентами формами, методами и условиями сервиса по аналогичным товарам;
б) систематизация, анализ и оценка собранной информации для выбора решения по организации сервиса; разработка вариантов решений с учетом особенностей продукта, рынка и целей организации;
в) сравнительный анализ вариантов;
г) участие специалистов по сервису в проектно-конструкторской деятельности для совершенствования изделия с учетом последующего технического обслуживания.
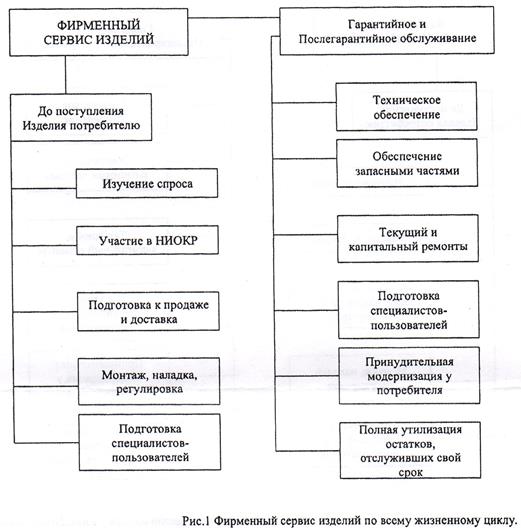
В случае наиболее полной реализации фирменный сервис включает в себя целый ряд элементов, отражающих жизненный цикл изделия с момента его изготовления до утилизации(рис.1).
4. Виды сервиса по содержанию работ.
Констатируя тенденции последнего времени, нужно отметить, что все большее значение играют не чисто технические работы, а разнообразные (в том числе, косвенные) интеллектуальные услуги. И совершенно неважно, в какой форме подаются эти услуги: особый набор рецептов для микроволновых печей или комплекс индивидуальных консультаций для данного фермера по вопросам обработки именно его участка.
По этой причине происходит деление сервиса по содержанию работ:
- жесткий сервис включает в себя все услуги, связанные с поддержанием работоспособности, безотказности и заданных параметров работы товара;
- мягкий сервис включает весь комплекс интеллектуальных услуг, связанных с индивидуализацией, т. е. с более эффективной эксплуатацией товара в конкретных условиях работы у данного потребителя, а также просто с расширением сферы полезности товара для него.
Грамотный производитель стремится сделать для покупателя максимум возможного в любой ситуации. Когда производитель обеспечивает фермеру квалифицированную оценку наиболее эффективных режимов обработки почвы на купленном тракторе - это прямой сервис. А если для поддержания хороших взаимоотношений с клиентом дилер приглашает жену фермера на бесплатные курсы «Домашний бухгалтер», организованные специально для жен клиентов фирмы, то здесь мы можем говорить о косвенном сервисе. Это, конечно, прямого отношения к покупке трактора не имеет, но клиенту это полезно и приятно. Таким образом, косвенный сервис хотя и сложными путями, но вносит свой вклад в успехи фирмы.
5. Основные подходы к осуществлению сервиса.
Исходя из сложившейся в развитых странах практики, рядом западных авторов предложена следующая классификация подходов к осуществлению сервиса:
1) Негативный подход.
При данном подходе производитель рассматривает проявившиеся дефекты изделия как случайно возникшие ошибки. Сервис рассматривается не как деятельность, добавляющая потребительскую стоимость продукта, а скорее, как излишние расходы, которые нужно поддерживать как можно меньшими.
2) Исследовательский подход.
В организационном отношении во многом похож на предыдущий. Но в отличие от него акцент делается на внимательный сбор и обработку информации о дефектах, используемой в дальнейшем для улучшения качества продукции. Этот подход больше опирается на выяснение причины возникновения дефекта, нежели на ремонт самого изделия.
3) Сервис как хозяйственная деятельность.
Сервис может быть серьезным источником прибыли организации, особенно, если продано большое количество изделий и систем, которые уже находятся в послегарантийном периоде. Любое совершенствование продукта в направлении увеличения надежности ограничивает доходы от сервиса; но, с другой стороны, создает предпосылки для успеха в конкурентной борьбе.
4) Сервис - обязанность поставщика.
Особенностью основных средств и нематериальных акти-вов является многократное их использование. Однако время их функционирования имеет определенные границы; оно обусловлено их износом и временем полезного применения. Под износом основных средств и нематериальных активов следует понимать частичную или полную утрату ими своей стоимости и потребительских свойств, как в процессе эксплуатации, так и при их бездействии. Различают физический и моральный износ основных средств.
Физический износ представляет собой утрату основными фондами своих производственно-технических качеств в про-цессе эксплуатации и влияния природно-климатических ус-ловий.
На размеры физического износа основных фондов в процессе их использования влияет ряд факторов:
Степень нагрузки основных фондов в производственном процессе;
Качество основных фондов;
Особенности технологического процесса и степень защи-ты основных фондов от влияния внешних условий;
Квалификация рабочих и отношение их к основным фон-дам;
Качество ухода за основными фондами.
Физический износ отдельных инвентарных объектов можно определить и по сроку службы. Этот метод применим ко всем видам основных фондов. Исходя из того допущения, что физический износ происходит равномерно в течение всего срока службы средств труда, коэффициент этого износа может быть определен по следующей формуле:
где Т Ф - фактический срок службы средств труда;
Т н - нормативный срок службы.
По характеру физического износа и периоду обновления основные производственные фонды делятся на следующие груп-пы:
Сооружения высокой прочности - плотины, дамбы, тон-нели и т. д. Они отличаются медленным износом и подверга-ются частичному капитальному ремонту через большие про-межутки времени;
Здания, сооружения, машины, у которых снашиваются отдельные части, периодически восстанавливаемые путем ка-питального ремонта;
Некоторые виды машин (автомобили, тракторы, комбай-ны и т. д.), элементы и части которых по мере износа подвер-гаются систематическому возобновлению и замене новыми (кроме основных конструкций);
Некоторые виды сооружений и передаточные устройства (железнодорожные и трамвайные пути, электросети и т. д.), обновление которых происходит непрерывно, посредством пол-ной замены всех элементов и частей;
Аппаратура, оборудование и инструменты, подлежащие полной замене по истечении срока службы.
Физический износ, возникающий при работе объекта, на-зывают физическим (материальным) износом первого рода. Он является преобладающим и определяет размеры износа, необ-ходимость ремонтных работ и в значительной степени сроки службы объекта. Однако, ОПФ промыш-ленности изнашиваются не только во время эксплуатации, но и тогда, когда они бездействуют. Физический износ в этом случае возникает в результате естественных физико-химичес-ких воздействий (физический износ второго рода); так, окисляясь кислородом воздуха, ржаве-ют железо и сталь, коррозирует алюминий. Размеры потерь весьма значительны, ежегодные потери металла от ржавчины достигают трети выплавляемого объема.
Основные производственные фонды претерпевают не толь-ко физический, но и моральный износ.
Моральный износ проявляется в потере экономической эф-фективности и целесообразности использования основных про-изводственных фондов до истечения срока полного физичес-кого износа. При этом потеря стоимости происходит незави-симо от того, участвовали основные производственные фонды в производственном процессе или нет.
Моральный износ бывает двух видов. И тот, и другой явля-ются следствием технического прогресса. Но экономические последствия того и другого различны, и необхо-димость их учета для целей возмещения неодинакова. Вели-чина морального износа как первого, так и второго вида учи-тывается, как правило, в ходе переоценки основных фондов. Моральный износ первого вида заключается в уменьшении сто-имости машин или оборудования вследствие удешевления их воспроизводства в современных условиях.
Моральный износ второго вида обусловлен созданием и внедрением в производство более совершенных и экономич-ных видов машин и оборудования.
При рассмотрении морального износа второго вида выде-ляют частичный и полный износ, а также его скрытую фор-му.
Частичный моральный износ - это частичная потеря по-требительной стоимости и стоимости машины. Постепенно увеличивающиеся его размеры на отдельных операциях могут достичь таких значений, когда окажется целесообразным использовать машину на других операциях, в иных условиях производства, где она будет еще достаточно эффективной.
Полный моральный износ - это полное обесценивание машины, когда ее дальнейшая эксплуатация в любых услови-ях убыточна. Вероятна ситуация, когда неубыточные опера-ции еще возможны, но они реализуются на более производи-тельных машинах. Устаревшую машину разбирают на запас-ные части или списывают в металлолом.
Скрытая форма морального износа подразумевает угрозу обесценивания машины вследствие того, что утверждено зада-ние на разработку новой, более производительной и экономич-ной техники.
При традиционной трактовке морального износа рассмат-риваются лишь те изменения потребительной стоимости, ко-торые приводят к изменению экономической эффективности. Однако потребительная стоимость орудий труда характеризу-ется как количеством и качеством продукции, производимой с их помощью, так и условиями труда, которые они обеспечи-вают. Недооценка социальных факторов обедняет содержа-ние понятий «потребительная стоимость» и «моральный из-нос» техники.
Изменение социальных характеристик средств труда мож-но выделить как относительно самостоятельную форму дви-жения их потребительной стоимости, а уменьшение этих ха-рактеристик можно определить как социальный износ.
Величина социального износа средств труда определяется степенью расхождения социальных характеристик данного средства или данной совокупности средств труда с их обще-ственно нормальным уровнем.
Такое расхождение может быть следствием двух причин:
Вследствие физического снаши-вания данного средства труда изменились его социальные характеристики (например, уменьшилась безопасность, увели-чились вредные выбросы, запыленность рабочего места и т. д.),
Изменился сам уровень общественно нормальных соци-альных характеристик (например, ужесточились нормы осве-щенности рабочего места, предельно допустимые концентра-ции вредных веществ или другие нормы).
В первом случае социальный износ является элементом физического износа (социальная форма физического износа), а во втором случае - морального износа (социальная форма мо-рального износа). Социальная форма как физического, так и морального износа вместе составляет единое понятие социаль-ного износа. Таким образом, понятие «социальный износ средств труда» обладает относительной самостоятельностью и играет существенную роль при анализе социально-экономи-ческих процессов, протекающих при обновлении производ-ственного аппарата.
В зависимости от характера воздействия новой техники и технологии на человека (непосредственно на рабочем месте или опосредованно, через окружающую среду) можно выделить две разновидности социального износа: собственно социальную и экологическую. Собственно социальная форма из-носа вызывается появлением новой техники, улучшающей ус-ловия труда, а также изменениями в уровне общественно нор-мальных норм (прежде всего, по условиям труда). Экологичес-кая форма износа вызывается появлением новой техники, которая в меньшей степени, чем прежняя, оказывает негативное воздействие на окружающую среду, а также ужес-точением норм и ограничений на степень и характер воздействия производства на окружающую среду.
| Наименование параметра | Значение |
| Тема статьи: | Износ и его виды |
| Рубрика (тематическая категория) | Строительство |
Любой объект недвижимости (кроме земли при нормальном использовании) подвержен износу (устареванию по различным причинам). В результате ухудшаются его технико-экономические характеристики, а стоимость переносится по частям на выпускаемую продукцию (оказываемые услуги).
При затратном подходе к оценке стоимости объекта недвижимости износ используется для учета различий в характеристиках нового объекта и реально оцениваемого объекта недвижимости. Учёт износа объекта - ϶ᴛᴏ корректировка стоимости вновь воспроизведенного здания (рассчитанной с помощью затратного подхода) для того, чтобы определить стоимость объекта оценки.
Существует два способа определения износа объекта недвижимости:
1. Метод разбиения на виды износа.
2. Метод срока жизни здания.
Метод разбиения на виды износа.
Стоит сказать, что для недвижимости различают три вида износа: физический, функциональный (моральный) и внешний (экономический) (рис. 7.1).
Рис. 7.1 Классификация износа объектов недвижимости
Физический износ обусловлен изменениями физических свойств объекта со временем под влиянием эксплуатационных воздействий и природных сил (снижается прочность стен, бледнеет покраска, ржавеют трубы и т.п.). Величина физического износа (И ф) должна быть определена двумя методами:
Путем непосредственного обследования элементов здания (в данном случае значение величины износа будет определяться опытом и знаниями эксперта-оценщика);
По соотношению фактического (Т ф) и нормативного сроков службы (Т н) элементов здания (7.2):
![]() (7.2)
(7.2)
Физический износ бывает устранимым и неустранимым:
Устранимый физический износ - ϶ᴛᴏ износ, устранение которого физически возможно и экономически целесообразно, ᴛ.ᴇ. производимые затраты на устранение физического недостатка способствуют повышению стоимости объекта в целом (текущий ремонт здания);
Неустранимый физический износ - ϶ᴛᴏ износ, затраты на устранение которого превосходят стоимость, которая при этом будет добавлена к стоимости объекта недвижимости.
На практике для расчета величины физического износа элементы объекта оценки подразделяются на долговременные или ʼʼдолгоживущиеʼʼ элементы (фундамент, перекрытия, стены и др.) и быстро изнашивающиеся или ʼʼкороткоживущиеʼʼ элементы (коммуникации, крыша и др.), срок службы которых короче, чем здания в целом.
Функциональный (моральный) износ представляет собой потерю стоимости объекта недвижимости из-за его несоответствия современным требованиям рынка (неудачная планировка, несовременная инфраструктура, излишества, устаревшая архитектура и т.п.) вследствие влияния НТП в области архитектуры и строительства.
Функциональный износ должна быть устранимым и неустранимым, исходя из затрат на исправление недостатка в сравнении с ожидаемым в результате приростом стоимости объекта.
В случае если функциональный износ устраним и связан с отсутствием какого-либо элемента͵ к примеру, системы кондиционирования воздуха, то износ измеряется разницей между затратами на установку системы кондиционирования на объекте оценки и затратами на ее установку на новом объекте. К примеру, в случае если установка системы кондиционирования воздуха в строящемся доме стоит 30000 долларов США, а в уже существующем 40000 долларов США из-за дополнительных трудозатрат, то функциональный износ должен быть оценен в 10000 долларов США.
Устранимый функциональный износ за счёт позиций, требующих замены или модернизации, измеряется как стоимость существующих элементов с учетом их физического износа, минус стоимость возврата материалов, плюс стоимость демонтажа существующих и плюс стоимость монтажа новых элементов. При этом стоимость возврата материалов определяется как стоимость демонтированных материалов и оборудования при использовании их на других объектах.
Устранимый функциональный износ за счёт ʼʼсверхулучшенийʼʼ измеряется как текущая восстановительная стоимость позиций ʼʼсверхулучшенийʼʼ, минус физический износ, плюс стоимость демонтажа и минус возврат материалов, в случае если он имеет место.
Для расчета суммы неустранимого функционального износа используется специальный показатель – валовой рентный мультипликатор (GRM ), – который измеряется путем деления продажной цены сопоставимых с объектом оценки объектов на приносимую ими годовую (месячную) арендную плату. К примеру, в жилом здании, подлежащем оценке, в результате плохой планировки арендная плата ниже средней на 10 долларов США в месяц. Месячный валовой мультипликатор равен 100. Тогда данный вид функционального износа оценивается в 1000 долларов США.
Экономический (внешний) износ представляет собой снижение стоимости объекта недвижимости вследствие негативного изменения его внешней среды, обусловленного экономическими, социальными, политическими, градостроительными и другими внешними обстоятельствами. Существенными факторами, влияющими на величину внешнего износа, являются непосредственная близость объекта оценки к ʼʼмалопривлекательнымʼʼ природным или искусственным объектам: болотам, очистным сооружениям, аэропортам, скоростным автомагистралям, заводам, железнодорожным станциям, автостоянкам, бензоколонкам, ресторанам, танцевальным площадкам и т.д.
Экономический износ присущ только недвижимости в силу ее фиксированного местоположения.
В случае если физический и в определенной степени функциональный износ можно устранить путем реконструкции или модернизации объекта͵ то внешний износ, как правило, неустраним.
Способом измерения величины внешнего износа является анализ парных продаж, когда на рынке недвижимости продаются два сопоставимых объекта͵ один из которых имеет признаки внешнего износа, другой – нет. Разница в ценах позволит сделать вывод о величине внешнего износа объекта оценки. Другим способом измерения величины внешнего износа является определение величины рентных потерь, измеряемых с помощью валового рентного мультипликатора.
Метод срока жизни здания.
Совокупный накопленный износ объекта недвижимости является функцией времени его жизни. Рассмотрим основные оценочные понятия, характеризующие данный показатель (рис. 7.2).

Рис.7.2. Периоды жизни здания и характеризующие их показатели
Физическая (полезная) жизнь объекта - ϶ᴛᴏ период реального существования объекта в функционально пригодном состоянии до его сноса (разрушения), ᴛ.ᴇ. период эксплуатации здания, в течение которого состояние несущих конструктивных элементов соответствует определенным критериям (конструктивная надежность, физическая долговечность и т.п.).
Хронологический (фактический) возраст - ϶ᴛᴏ период, прошедший со дня ввода объекта в эксплуатацию до даты оценки.
Экономическая жизнь - ϶ᴛᴏ период прибыльного использования объекта͵ когда осуществляемые улучшения вносят вклад в стоимость недвижимости. Срок экономической жизни объекта заканчивается, когда эксплуатация объекта не может приносить доход, при этом проводимые улучшения уже не вносят вклад в стоимость объекта вследствие его общего износа.
Эффективный возраст объекта основан на оценке его внешнего вида и технического состояния. Эффективный возраст - ϶ᴛᴏ возраст, соответствующий фактической сохранности объекта͵ его состоянию на момент оценки. К примеру, когда после капитального ремонта кирпичный 60-летний дом выглядит так, как если бы ему было 40 лет, то его эффективный возраст 40 лет. Эффективный возраст должна быть больше или меньше хронологического возраста.
Оставшаяся экономическая жизнь объекта составляет период от даты оценки до конца его экономической жизни. Этот период обычно используется экспертом-оценщиком для оценки будущих доходов. Ремонт и модернизация объекта увеличивают срок оставшейся экономической жизни. Изменения уровня жизни могут существенно снизить срок оставшейся экономической жизни объекта͵ как, к примеру, происходит с ʼʼхрущевскимиʼʼ пятиэтажками.
Расчет величины износа методом срока жизни здания предполагает, что эффективный возраст (ЭВ) отражает срок экономической жизни (ЭЖ) объекта аналогично тому, как накопленный износ (И) отражает общие издержки его воспроизводства (С восст) (7.3):
Или ![]() (7.3)
(7.3)
Применение данного метода подтверждает, что объекты недвижимости одного и того же физического возраста исходя из их технического состояния, ухода за ними, проведенных ремонтных работ будут иметь различный износ.
Износ и его виды - понятие и виды. Классификация и особенности категории "Износ и его виды" 2014, 2015.